차압주조법에 의한 고강도 Al제 자동차 Knuckle 개발
Abstract
To meet the increasing demand for lightweight and high-strength automotive components, this study developed aluminum knuckles by counter pressure casting (CPC) process. Thermodynamic analysis was conducted on A356 Al alloy with Mg added (0.25–0.45 wt.%), to evaluate equilibrium phases and solidification behavior. The optimal Mg composition range was identified as 0.3–0.4 wt.%; this balanced strength enhancement through Mg2Si precipitation, while minimizing intermetallic compound formation. Casting simulations using AnyCasting software were performed to design and optimize the CPC mold, focusing on minimizing shrinkage defects through cooling channel configuration. CPC prototypes were fabricated under controlled process conditions, and analyzed via X-ray computed tomography, gas fusion extraction, microstructure observation, and mechanical testing. CPC was proven to enable laminar filling, uniform solidification, and reduced internal gas entrapment. The knuckle specimens exhibited superior mechanical properties with the highest tensile strength and elongation after T6 heat treatment, particularly at 0.35 wt.% Mg.
Keywords:
Counter pressure casting (CPC), Automotive knuckle, A356 aluminum alloy, Thermodynamic simulation, Internal gas quantity, Mechanical properties1. 서 론
세계적인 환경규제 강화 추세로 친환경 차량(eco-friendly vehicle) 개발이 가속화됨에 따라, 자동차 산업에서는 차량의 연비 개선과 탄소배출 저감을 위한 부품 경량화에 대한 요구가 꾸준히 증가하고 있다. 이러한 추세에 대응하여 알루미늄(이하 Al) 합금은 기존의 주철(cast iron)이나 강철(steel) 대비 높은 비강도(specific strength)와 우수한 주조성, 내식성 등의 특성으로 인해 다양한 자동차 부품에 널리 활용되고 있다[1-3]. 그 중에서도 자동차 너클(knuckle)은 조향 및 제동 하중을 직접 지지하는 주요 구조 부품으로, 고강도와 높은 치수 정밀도, 내구성을 동시에 요구한다.
따라서, Al합금을 적용한 knuckle 경량화 시도는 자동차 산업에서 중요한 기술적 과제로 여겨지고 있으며, 이에 적합한 주조 공정의 선택이 제품 품질 확보의 핵심 요소로 부각되고 있다. 현재, Al합금을 적용한 knuckle 주조는 주로 저압주조법(low pressure casting)이 적용되고 있으며, 이 공정은 금형 위에 배치된 보온로 내부에 일정한 압력을 인가하여 용탕을 금형으로 충전하는 방식으로, 상대적으로 안정적인 충전 특성과 우수한 주조 품질을 확보할 수 있다. 그러나, 배터리를 비롯한 각종 편의사양 적용에 따른 차량 중량 증가와 고기능화 요구에 대응하기 위해 주조품 품질 수준이 높아짐에 따라, 높은 수준의 주조결함 제어 측면에서 기존 저압주조법은 일정한 한계가 존재하였다[4-6].
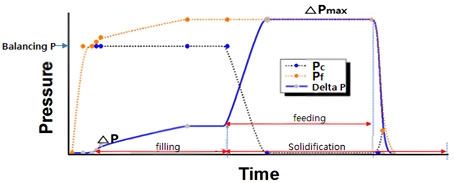
이에 따라 최근에는 차압주조법(counter pressure casting, 이하 CPC)이 기존의 중력주조나 저압주조 등 전통적인 주조 공정을 대체할 수 있는 고품질 알루미늄 합금 주조품 제조 기술의 유력한 대안으로 주목받고 있다. CPC 공법은 금형 캐비티(mold cavity)와 보온로(holding furnace) 내부에 동일한 초기 균형 압력(initial balancing pressure)을 먼저 형성한 뒤, 주조 과정에서 보온로 측에 추가적인 가압을 인가하여 형성된 차압(differential pressure)을 이용해 용융된 금속을 캐비티 내부로 정밀하게 충전시키는 공법이며 이와 같은 공정 방식은 용탕이 난류 상태로 급격히 유입되는 기존 주조 방식의 한계를 극복하고, 층류(laminar flow) 기반의 안정적인 용탕 유동을 구현할 수 있게 해준다. 또한, 주조 과정에서 외부 공기나 수분이 용탕 내부로 혼입되는 것을 최소화하여 기공 발생을 현저히 줄이고, 응고 과정도 보다 균일하고 제어된 방식으로 진행될 수 있도록 돕는다. 이러한 공법의 특성을 통해 기계적 특성이 우수하고 내부 결함이 거의 없는 고강도 알루미늄 주조품을 제조할 수 있으며, 이는 열처리가 가능한 구조용 부품이나 자동차용 경량화 부품 등 고품질이 요구되는 다양한 산업 분야에서 매우 큰 이점을 제공한다[7-9].
본 연구에서는 이와 같은 CPC공법을 적용하여 Al-Si계 합금에 강성 확보를 위하여 Mg 첨가량을 변화시키며 자동차 knuckle을 제조하고[10-12], 기계적 특성을 평가하였다. 이를 통해 CPC공법에 의한 고강도 Al합금 knuckle제조를 위한 최적 주조 공정을 도출하여, 향후 CPC공법을 이용한 고강도 경량 자동차 부품 개발을 위한 기술적 토대를 제공하고자 하였다.
2. 실험 방법
2.1 합금 조성 설계 및 열역학 시뮬레이션
본 연구에서는 고강도 Al 합금 knuckle 개발을 위해, Al-Si계 합금에 소량의 Mg를 첨가함으로써 Al-Si계 합금의 특성을 그대로 유지하면서 기계적 특성 향상을 개선하고자 하였다. Al-Si-Mg계인 합금의 기계적 성질은 Mg2Si의 석출에 의해서 향상되나, Mg 첨가량 증가 시 용탕 유동성 저하 및 산화물 형성을 촉진시켜 주조성이 저하되고, 응고 과정 중 Mg을 포함한 금속간 화합물 상 생성이 촉진되어 연신율 저하를 일으킬 수 있다[13]. 따라서, 본 연구에서는 상용 A356합금에서 Mg첨가량을 변화시키며 합금조성의 최적화를 시도하였으며, 합금내 Mg첨가량 증가에 따른 평형상, 응고 중 생성되는 고상(공정 Si, 석출상, 금소간 화합물 등), 용탕 성상(액상선, 고상선, 고액 공존 구간 등) 등의 확인을 위해 열역학 계산을 수행하였다. 열역학 계산을 위해 Thermo-Calc 2019b SW 및 TCAl5 database를 사용하였으며, A356합금의 대표 조성(Al-7Si-xMg-0.2Fe-0.2Cu-0.1Mn-0.1Zn)에 Mg 첨가량의 허용 구간인 0.25~0.45wt.% 구간을 중심으로 평형상태도를 예측하고, Scheil 응고 곡선 및 응고상을 예측하였다.
2.2 합금 조성 설계 및 열역학 시뮬레이션
개발 대상품인 자동차용 knuckle을 대상으로 Fig. 1에서와 같은 casting design과 냉각채널 방안을 설정한 후, CPC공법을 반영한 주조해석(Anycasting s/w)을 각각 수행하였다. 각 주조 해석 결과를 토대로 충전 시간, 응고 시간, 응고 수축 결함 발생 위치 등을 분석하여 최적의 casting design을 도출하고자 하였다.

Casting design and cooling channel configuration of CPC mold for case 1 and case 2
2.3 주조공정별 시제품 제조 및 특성평가
주조공정별 시제품 제조를 위해 먼저 Mg 첨가량을 0.3~0.4 wt%로 유지하면서 보온(700℃)한 후, 용탕 청정화 처리(GBF: Ar gas+8min, D.I: 1이하)하였다. 제작된 금형을 차압주조기(CPC 1500 64C)에 장착한 후 금형을 300℃로 예열한 상태에서 금형을 형체하였다. 이후 차압주조기 보온로와 챔버내 압력을 인가하여 초기 균형압력을 1,200 mbar로 유지한 후 보온로에 추가 압력을 인가하여 발생한 차압에 의해 용탕을 수직 충전시킨 후 응고 완료시까지 최대 증압(max. build-up pressure)을 유지하였다. 응고완료 후에는 형개하여 시제품을 취출하고 수조에 quenching하였다.
Fig. 2에 실험에 적용된 차압 주조기의 개략도를 나타내었고, 시제품 차압주조에 적용한 세부 주조조건을 Table 1에 나타내었다. 차압 주조된 knuckle 시제품은 가공 전 상태에서 micro X-ray CT(Nikon, XTH320L)를 통해 내부 수축 및 기공 결함을 분석하였고, 시제품 내부에 포집된 가스량은 가스 용융 추출법(gas fusion extraction)을 이용한 정량 측정기(Divac, DGM-ALDC-100)를 통해 분석하였다.

Schematic illustration of counter pressure casting equipment with furnace, chamber, mold, hydraulic unit and cooling channels

Experimental casting parameters
또한, Fig. 3과 같이 As-cast 시제품에서 시편을 채취하여 기계적 특성을 평가한 후, 추가적으로 용체화 온도 545°C, 시효 온도를 175°C로 설정하여 시제품을 열처리를 진행한 후 Fig. 3(a)과 같이 knuckle의 각 부위에서 ASTM E08(b)규격에 맞추어 기계적 특성을 평가, 비교하였다.

(a) Locations of specimen extraction from the cast and (b) geometry of tensile test specimens
3. 결과 및 토의
3.1 합금 조성 설계 및 열역학 시뮬레이션
Fig. 4와 같이 평형상태도 계산을 수행한 결과, 합금 내 Mg 첨가량 증가시, 고상선의 온도가 감소하여 고액 공존 구간이 증가하였으며, Al18Fe2Mg2Si10의 금속간 화합물과 Mg2Si상의 고온안정성이 증가하고, 형성 온도 구간이 늘어나는 것으로 예측되어졌다. 반대로, Mg 첨가량이 0.3 wt.% 이하로 감소 시, Al2Cu 상이 평형상으로 존재 가능하며, 이 상은 Mg2Si 상과 더불어 시효 열처리 조건에 따라 주조재의 기계적 물성에 큰 영향을 미치는 상으로 적절한 관리가 필요할 것으로 판단되었다.

Calculated phase diagram of A356 alloy with varying Mg additions (0~1.0 wt.%)
Fig. 5에는 평형상태의 형성상이 아닌, 응고 중 액상의 응고 공정을 모사한 Scheil 응고 곡선 계산을 통하여, 응고 중 형성되는 고상의 종류 및 분율을 계산한 결과를 나타내었다. Mg 첨가량이 (a) 0.3 wt.%에서 공정 Si상의 형성 시작 온도가 572.9℃로 나타났으며 (b) 0.35 wt%의 경우 572.4, (c) 0.40 wt%의 경우 572.1, (d) 0.45 wt%의 경우 571.9°C 점진적으로 감소하였고, 응고완료시점의 고상분율이 5.36%((a) Mg 0.3 wt%)에서 5.30%((d) Mg 0.45 wt%)으로 감소하였으나, 그 차이가 미미하여, Mg 첨가량에 따른 차이는 없다고 할 수 있다.

Solidification curves and fractions of solid phase in A356 alloy with varying Mg addition ((a) : 0.30, (b) : 0.35, (c) : 0.40, (d) : 0.45 wt.%)
Al18Fe2Mg2Si10 및 Al15Si2Mn4 (M=Fe, Mn)와 Al9Fe2Si2의 금속간 화합물의 경우, Mg 함량이 (a) 0.30 wt.%에서 0.89%, (b) 0.35 wt%의 경우 0.94%, (c) 0.40 wt%의 경우 0.97% (d) 0.45 wt%의 경우 1.0%까지 분율이 증가하는 것으로 예측되었고, 응고 과정 중 조대해진 금속간 화합물이 기계적 특성 저하를 일으키는 만큼 Mg 함량의 적정 범위 설정이 필요한 것으로 파악되었다. 본 열역학적 연구에서는 Mg첨가를 통한 강도 향상을 추구하면서, 금속간 화합물의 형성량을 제어하고, 향후 Mg2Si 석출강화를 위한 시효 열처리 공정을 고려한 합금으로 0.3~0.4 wt%의 Mg을 첨가하는 것이 바람직할 것으로 판단되었다.
3.2 주조해석을 통한 금형 설계
차압 주조용 금형 최적화 설계를 위해 먼저, case 1 주조방안에 대한 해석을 진행하였다. 차압 주조 충전 해석 결과, Fig. 6(a)에서와 같이 knuckle 전체가 6.85초에 충전 완료되었으며, 충전 양상은 차압 공정 특성에 부합하는 층류(laminar flow) 패턴을 나타내었으며, 최종 충전 시까지 중심부에서 제품 외곽부를 향해 균일한 충전형태를 보였다. 응고 거동은 Fig. 6(b)에서와 같이, 최종 응고 완료까지 약 564.54초가 소요되었으며, 상형의 붉은색 원으로 표기한 부분에서 응고 지연이 발생하여 이 부위에서는 용탕 고립 현상 및 수축공(shrinkage) 발생 가능성이 높은 것으로 예측되었다.

Simulation results of case 1: (a) filling and (b) solidification sequence with time
Case 1의 해석 결과를 바탕으로, 수축결함 위험도가 높은 부위의 응고지연을 억제할 수 있는 냉각방안을 도출하였고, 이를 반영한 case 2에 대한 해석을 진행하였다. Case 2 방안에 대한 용탕 충전 거동은 case 1에서와 차이가 없었고(Fig. 7(a)), 응고 해석에서는 전체적으로 응고 진행이 균일한 양상을 보였고, 특히, case 1의 88.3% 응고 시점에서 발생한 응고지연 현상이 사라져 최종 수축결함의 발생 가능성이 크게 완화된 것으로 나타났다(Fig. 7(b)).

Simulation results of case 2: (a) filling and (b) solidification sequence with time
이러한 충전, 응고 주조해석 결과를 종합하여 최종 knuckle 금형은 cavity 2개소, gate 2개소, 상형 냉각채널 10개소, 하형 냉각채널 6개소로 구성하였으며, 이를 바탕으로 Fig. 8에서와 같이 차압주조용 knuckle 금형((a) upper mold, (b) lower mold) 을 설계, 제작하였다.

Design and external view of the CPC knuckle mold: (a) upper mold and (b) lower mold
3.3 시제품 제조 및 특성평가
Fig. 9에는 0.3~0.4 wt% Mg을 첨가한 A356 합금을 적용하고, 시제품 금형을 장착한 후 CPC공법을 통해 제조된 시제품의 최종 외관(a)과 X-ray 내부 검사결과(b)를 나타내었다.

(a) External views of CPC-fabricated knuckle and (b) X-ray section planes with corresponding X-ray images
시제품에 대한 X-ray 분석결과, 합금조성과 무관하게 주조품 내부에 기포결함 및 수축결함, 그외 이물질이나 크랙 등의 불량이 발견되지 않아 1등급 수준의 건전한 상태임을 확인할 수 있었다. 또한, Mg 첨가량별 시제품에 대한 미세조직 관찰결과를 Fig. 10에 나타내었는데, Mg 0.3~0.35 wt.%첨가시에는 α-Al과 공정 Si상이 비교적 미세하고 균일하게 분포하였다. Mg 0.4 wt.%에서는 α-Al과 공정 Si상외에 Al–Fe–Mg–Si계 금속간 화합물이 관찰되기 시작했으며, 0.45 wt.%에서는 금속간화합물이 비교적 조대화되고, Grain boundary 주변에서 집중되어 있는 것을 확인할 수 있었다.

Optical microstructures of CPC-fabricated knuckle specimens with different Mg additions : (a) 0.30 wt.%, (b) 0.35 wt.% and (c) 0.40 wt.% and (d) 0.45 wt.%
시제품 내부의 가스량을 가스 용융 추출법(gas fusion extraction method)을 적용하여 얻은 값을 Table 2에 나타내었다. 분석 결과, Mg 첨가량별 시제품 내부 가스량은 2.31~2.39cc/Al.100 g 범위로 측정되었고, Mg첨가량에 따른 가스량의 차이는 없었다. 측정값 2.36cc/Al.100은 통상 주조재에 대한 열처리와 용접 등이 가능한 수준(기준: <5cc/Al.100 g)으로 우수한 내부 품질을 확보한 것으로 평가되었으며, 이는 용탕 청정화 처리와 금형 주조방안 그리고, 차압주조 공정의 최적화가 결합된 결과로 판단된다.
Measured gas content of CPC knuckle specimens with different Mg additions(unit: cc/Al.100 g)
Fig. 11은 A356합금에 Mg 첨가량을 달리하여 제조한 knuckle 시제품에 대해, 열처리 전후(As-cast 및 T6 Heat-treated) 기계적 특성의 변화를 나타낸 것이다. 모든 조성에서 T6 열처리 이후 인장강도 및 항복강도는 현저히 증가하였으며, 이는 Mg2Si의 석출 강화 효과에 기인한 것으로 해석된다. 특히, Mg 함량이 0.35 wt.%인 시편에서 가장 높은 인장강도 및 항복강도를 나타냈으며, 연신율 또한 상대적으로 우수한 수준을 유지하였다. 이는 본 연구에서 도출한 열역학적 분석 결과와 일치하며, 해당 조성에서 Mg2Si 석출과 금속간 화합물 조성 간 균형이 가장 적절하게 형성된 것으로 판단된다. 반면, Mg 함량이 0.4 wt.%로 증가한 시편에서는 강도 향상이 둔화되었으며, 연신율은 오히려 감소하는 경향을 보였다. 이는 응고 중 Al–Fe–Mg–Si계 Inter-metallic상 생성이 촉진 및 조대화되어 이에 따른 물성 저하를 야기하는 것으로 사료된다. 결과적으로, Mg 첨가에 따른 기계적 특성 향상은 일정 수준까지는 유효하지만, 과도한 첨가는 오히려 소재의 연성 및 균형 성능을 저해할 수 있으며, Mg 함량 0.35 wt.%가 강도와 연성의 최적 조합을 확보할 수 있는 조건으로 판단된다.

Mechanical properties of CPC-fabricated knuckle specimens with different Mg additions in as-cast and heat-treated conditions
본 연구에서는 CPC공법을 활용한 고강도 알루미늄 자동차 knuckle 제조 시, A356 합금 내 Mg첨가량 변화가 미세조직과 기계적 특성에 미치는 영향을 평가하였다. 열역학 시뮬레이션을 통해 예측된 Mg첨가량 증가에 따른 고상선 온도 저하 및 고액공존 구간 확대 현상은 실제 주조 거동과 일치하는 경향을 보였다. 특히, Scheil 응고곡선 분석 결과에서 예측된 Al18Fe2Mg2Si10과 같은 금속간 화합물의 증가 경향은 실험에서 관찰된 조직 조대화 및 기계적 특성 저하와 밀접한 상관성을 보였다. 이는 Mg첨가량이 일정 수준을 초과할 경우, 석출강화 효과보다 금속간 화합물에 의한 취성화 영향이 더 크게 작용할 수 있음을 시사한다. T6 열처리 이후의 기계적 특성 분석에서, 0.35 wt.% Mg 조성 조건이 인장강도와 연신율 모두에서 가장 우수한 성능을 나타낸 것은 Mg2Si 석출의 균형성과 금속간 화합물 형성 억제 간의 최적 조합에 기인한 것으로 해석된다. 반면, 0.4 wt.% 이상의 조건에서는 오히려 연신율이 감소하고, 인장강도 증가 폭도 제한적인 것으로 나타나, 강도향상을 위한 Mg첨가량이 적절하게 관리되어야 함을 알 수 있었다.
또한, CPC공법을 통해 층류 기반의 안정적인 충전 거동이 확보되었고, 응고 지연 해석 결과를 기반으로 금형 냉각 설계를 최적화함으로써 수축결함 발생 가능성을 최소화할 수 있었다[14]. 특히, 모든 시제품에서 X-ray CT 분석 및 가스량 측정을 통해 수축공, 기공, 크랙 등의 결함이 관찰되지 않은 것은, CPC공법에 대한 고강도 knuckle 제조에 적합성을 강하게 시사한다.
결과적으로, 본 연구는 열역학 기반의 합금 설계, 주조 시뮬레이션 기반 금형 최적화, 그리고 차압주조 조건 최적화를 통해, 알루미늄 knuckle 부품의 고강도화 및 내부 건전성을 확보하였고, 이를 통해 향후 고신뢰성 자동차 경량 부품의 양산 적용 가능성(feasibility)을 확보할 수 있었다.
4. 결 론
본 연구에서는 A356합금에 대한 Mg첨가량과 CPC 공법 조건에 따른 자동차용 knuckle의 제조와 기계적 특성을 평가하여 다음과 같은 결론을 도출하였다.
열역학 시뮬레이션과 Scheil 응고 해석 결과, Mg첨가량이 증가할수록 고상선 온도가 낮아지고 고액공존 구간이 확대되었으며, Al–Fe–Mg–Si계 금속간 화합물의 형성 안정성이 증가하는 경향을 나타내, 과도한 Mg첨가는 응고 중 금속간 화합물의 조대화를 유발하여 기계적 특성을 저하시킬 수 있음을 확인하였다.
차압 주조해석을 통해 냉각채널을 개선하여 주조 응고 지연 영역을 효과적으로 제어함으로써 수축 결함을 방지할 수 있었으며, 실제 차압주조 시제품에서 이를 실증하였다.
종합적으로, A356합금의 0.3~0.4 Mg wt.%첨가량과 차압주조 공정의 최적화를 통해서 주조품 내부 건전성(2.36cc/Al.100 g)과 고강도 기계적 특성(UTS 316MPa, El. 12.4%)을 확보할 수 있어 CPC공법을 통한 고강도 Al제 knuckle 제조 가능성(feasibility)을 확인하였다.
Acknowledgments
이 연구 과제 (과제번호: 20024914)는 산업통상자원부가 지원하는 자동차산업기술개발 사업의 일환으로 수행되었습니다.
References
-
Hirsch, J., Al-Samman, T., 2013, Superior Light Metals by Texture Engineering: Optimized Aluminum and Magnesium Alloys for Automotive Applications, Acta Materialia, 61:3 818-843.
[https://doi.org/10.1016/j.actamat.2012.10.044]

-
Lumley, R., 2010, Fundamentals of Aluminium Metallurgy: Production, Processing and Applications, Woodhead Publishing, UK.
[https://doi.org/10.1533/9780857090256]
- Dahle, A. K., StJohn, D. H., 2004, Development of Al-Si casting alloys for automotive applications, Materials Forum, 28 1-14.
- Anyalebechi, P. N., 2011, Effect of Process Route on the Structure, Tensile, and Fatigue Properties of Aluminum Alloy Automotive Steering Knuckles, International Foundry Research, 63 32-43.
-
Ruff, G., Prucha, T. E., Barry, J., Patterson, D., 2001, Pressure Counter Pressure Casting (PCPC) for Automotive Aluminum Structural Component, SAE Technical Paper Series, 360-365.
[https://doi.org/10.4271/2001-01-0411]
-
Yoo, B. J., Kim, J. H., Yoon, H. S., Ur, S. C., 2014, Mechanical Properties of Low-Pressure Die Cast A356-T6 Alloys for Automotive Wheels, Journal of Korea Foundry Society, 34:1 6-13.
[https://doi.org/10.7777/jkfs.2014.34.1.006]
-
Yan, Q., Yu H., Xu, Z., Xiong, B., Cai, C.., 2010, Effect of Holding Pressure on the Microstructure of Vacuum Counter-Pressure Casting Aluminum Alloy, J. Alloys Compd., 501:2 352-357.
[https://doi.org/10.1016/j.jallcom.2010.04.103]
-
Li, Q., Hao, Q., Jie, W., Daan, M., 2013, Influence of Filling Parameters on Fatigue Properties of A357 Alloy Produced by Counter Pressure Plaster Mold Casting, Trans. Nonferrous Met. Soc. China, 23:5 1281-1285.
[https://doi.org/10.1016/S1003-6326(13)62594-7]
-
Katzarov, I. H., Arsov, Y. B., Stoyanov, P., Zeuner, T., Buehrig-Polaczek, A., Sahm, P. R., 2001, Porosity Formation in Axi-Symmetric Castings Produced by Counter-Pressure Casting Method, Int. J. Heat Mass Transf., 44:1 111-119.
[https://doi.org/10.1016/S0017-9310(00)00085-5]
-
Kayani, S. H., Koo, T. M., Kim, S. B., Lee, J. M., Euh, K., Cho, Y. H., 2025, Strength-Elongation Synergy via Controlled Precipitation Hardening in Counter Pressure Cast Al-7Si-0.35Mg Casting Alloy with T5 Heat Treatment, Mater. Sci. Eng. A, 939 148503.
[https://doi.org/10.1016/j.msea.2025.148503]
-
Ding, M., Zhan, H., Wang, C.,Wang, Q., Shuang, J., Wang, J., Zhang, Y., 2025, Effect of Grain Refinement on the Microstructure and Tensile Properties of Cast Aluminum A356.2 Alloy Knuckles Made by Counter Pressure Casting (CPC) Process, Int. J. Met., 19 2118-2131.
[https://doi.org/10.1007/s40962-024-01455-w]
-
Ou, J., Wei, C., Logue, S., Cockcroft, S., Maijer, D., Zhang, Y., Chen, Z., Lateng, A., 2021, A Study of an Industrial Counter Pressure Casting Process for Automotive Parts, J. Mater. Res. Technol., 15 7111-7124.
[https://doi.org/10.1016/j.jmrt.2021.11.124]
-
Kori, S. A., Prabhudev, M. S., Chandrashekharaiah, T. M., 2009, Studies on the Microstructure and Mechanical Properties of A356 Alloy with Minor Additions of Copper and Magnesium, Trans. Indian Inst. Met., 62 353-356.
[https://doi.org/10.1007/s12666-009-0052-7]
-
Kang, H. J., Yoon, P. H., Lee, G. H., Kim, E. S., Park, J. Y., 2020, Effect of Process Parameters on Thick-Wall Thickness Casting Characteristics in Counter Pressure Casting Process, Journal of Korea Foundry Society, 40:2 34-42.
[https://doi.org/10.7777/jkfs.2020.40.2.34]

Researcher in Korea Institute of Industrial Technology(KITECH). His research interests include Aluminum Pressurized Casting.
E-mail: ph1047@kitech.re.kr