유연 진공 지그 기반 박판 Al6061 스킨 밀링 시 두께 오차 발생 원인 분석
Abstract
The mechanisms of thickness error occurring during the milling of 3.0 mm thin aluminum Al6061 skins were investigated using a flexible vacuum fixture with a 3 × 3 array of vacuum pads. The effects of fixture setting error, cutting-induced deformation, and post-machining thickness distribution were evaluated for three specimens. The correlation analysis between pin height setting error and pocket-milled thickness yielded no meaningful relationship with the resulting thickness error. However, the skin underwent repeated elastic deformation under cutting forces. Owing to lever-type deformation about the supporting pins, the measured displacement at a fixed location gradually increased, reaching approximately 0.06 mm on average. Process improvements, such as reducing tool-path interval and applying separated roughing and finishing, lowered the maximum-to-minimum thickness deviation from 1.49 to 0.83 mm and further to 0.27 mm. This study highlights the necessity of deformation-minimization techniques to achieve high thickness accuracy in vacuum-supported thin-plate milling processes.
Keywords:
Flexible vacuum fixture, Thin plate machining, Aluminum skin milling, Thickness error, Cutting deformation, Machining strategy1. 서 론
박판 알루미늄 스킨은 항공기 동체 및 날개 구조물에서 사용되는 주요 부품으로, 가공 후 두께 정밀도가 구조 성능과 조립 품질에 큰 영향을 미친다[1]. 일반적인 강체(rigid) 지그 기반 고정 방식은 박판 변형을 효과적으로 억제할 수 있으나, 곡면 형상이나 복합 곡률을 갖는 부품에서는 진공 흡착력의 불균형으로 인해 두께 오차가 발생하는 한계가 있다. 이에 따라 최근에는 유연 진공 지그(flexible vacuum fixture) 개념이 제안되어, 탄성 지지체를 이용해 국부 변형을 흡수하면서 전체 형상 정밀도를 유지하는 연구가 진행되고 있다. 유연 진공 지그처럼 점 접촉 고정 방식이 적용되는 경우, 지그 설계 및 고정 강성 확보가 두께 편차 및 표면 변형을 억제하는 중요한 기술 요소로 작용한다[2].
또한, 박판 알루미늄 부품은 그 구조적 특성 상 절삭력 및 지그 상호작용이 두께 오차 및 형상 변형에 직접적으로 영향을 미치는 것으로 보고된 바 있다[3]. 한편 항공기용 스킨 구조물에서는 고정방식의 유연성이 가공 중 변형 억제 및 두께 균일도 확보에 유리하다는 연구가 최근 활발하다[4]. 항공기 알루미늄 스킨 가공에서 유연 진공 고정 방식에 유압 브레이크의 적용 가능성이 제시되었다[5]. 절삭력에 의한 박판의 처짐을 해석 및 실험적으로 검증하였다[6].
박판 밀링 시 발생하는 두께 오차의 원인은 크게 지그 설정오차, 절삭력에 의한 탄성 변형, 경로에 따른 중첩 절삭으로 구분된다. 본 연구에서는 유연 진공 지그 기반 Al6061 스킨 밀링 공정에서 두께 오차의 발생 원인을 실험적으로 규명하였다. 특히 지그 핀 높이 오차, 절삭 중 변위, 가공 후 두께 분포를 계량적으로 비교하여 각 요인의 상대적 기여도를 분석하였다.
또한 절삭력에 의해 유발되는 동적 변형은 공구 소재 사이 진동과 소음을 유발함으로, 가공 중 소음 크기를 측정하여 가공 안정성과 두께 균일도 간의 연관성을 간접적으로 분석하였다.
2. 실험장치 및 방법
2.1 실험장치 및 유연지그
본 연구에서는 유연 진공 지그를 적용한 스킨 밀링 공정에서 발생하는 두께 오차의 원인을 규명하기 위하여, 동일 재질의 시편 3개(Skin #1, #2, #3)를 대상으로 고정 조건 및 가공 조건을 변화시키며 실험을 수행하였다.
실험에는 Fig. 1(a)와 같이 SMEC사의 수직형 CNC 머시닝센터를 사용하였다. Al6061 스킨(초기 두께 3.0 mm)을 유연 진공 지그(3 × 3 진공 패드 배열)를 이용하여 고정한 후 밀링하였다.

Experimental method and equipment
가공 조건은 Table 1과 같이 회전수 9,000 rpm, 이송속도 3,600 mm/min, 가공깊이 0.5 mm 로 설정하였다. 사용된 공구는 직경 20 mm, 3날, 초경 라운드 엔드밀이다. 수용성 절삭유를 사용해 습식 조건에서 가공하였다.

Cutting conditions
스킨 고정에는 Fig. 1(b)와 같이 3 × 3 배열의 진공 패드로 구성된 유연 진공 지그를 사용하였다. 진공압은 모든 시험에서 85 kPa로 일정하게 유지해, 각 진공 패드에 스킨이 고정되는 힘이 약 670 N으로 유지되도록 하였다. 사각 블록 주변에는 핀을 밀어 올리는 공압 핀 36개를 추가하였다. 에어핀에 인가하는 공압은 90 kPa이고 각 핀이 스킨을 밀어 올리는 힘은 약 11 N으로 측정되었다.
각 패드의 초기 높이는 Fig. 1(b)와 같이 다이얼 게이지(분해능 0.01 mm)를 이용하여 측정하였다. 가공 과정에서 진공패드 볼록의 회전 변위를 측정하기 위해서, Fig. 1(c)와 같이 LVDT센서를 왼쪽 앞에 설치하였다. 가공 중 스킨의 변형 거동을 계측하기 위해 Fig. 1(d)와 같이 와전류 변위 센서를 스킨 우측 전방(X+16 cm, Y-16 cm) 위치에 설치하였다.
2.2 스킨 밀링 두께 측정
먼저 각 패드의 높이 편차를 측정하였다. 진공 패드(핀)의 위치는 X 및 Y 방향으로 각각 -20, 0, +20 cm 위치에 배열되었다. 시편의 표면 오염물 제거 및 초기 두께를 확인한 후 시편을 진공 지그에 배치하였다. 시편은 Al6061-T6 판재로, 초기 두께는 3.0 mm이며 시편 크기는 가공 영역 기준으로 설정하였다. 진공을 인가하여 스킨을 고정한 뒤 설정된 가공 조건에 따라 원점부터 외각으로 정사각형 나선형 경로로 스킨 밀링을 수행하였다.
Fig. 2(a) 스킨 #1은 절삭 경로 간격(step-over) 4.0 mm로 가공하였으며, Fig. 2(b) 스킨 #2는 두께 균일도 향상을 위해 경로 간격을 1.0 mm로 감소시켰다. 스킨 #3은 추가적으로 황삭과 정삭 공정을 분리하여 수행하였다. 황삭에서는 잔여 두께를 남기고, 정삭에서 목표 두께를 확보하는 방식으로 가공하였다.

Milling skin thickness measurement
가공 완료 후 시편은 실온에서 안정화 시간을 거친 뒤 초음파 두께 측정기를 이용하여 두께를 측정하였다. 가공 후 두께 측정에는 초음파 두께 측정기를 사용하여 시편 표면을 7 × 7 격자 지점에서 측정하였다. 시편 좌표계는 가공 중심을 원점(X0, Y0)으로 정의하였으며 두께 측정은 X, Y 방향 각각 7개 지점을 균등 분할하여 총 49개 지점에서 수행하였다. 측정된 두께는 위치별 두께 행렬로 정리하였으며, 평균값과 최대-최소 오차를 계산하였다. 변위 센서 신호는 노이즈 제거 후 분석에 활용하였다.
핀 높이 오차와 가공 후 두께와의 상관성을 분석하기 위해 단순 선형회귀 분석을 수행하였다. 또한 시편 간 두께 분포의 차이에 대한 변동성을 비교하기 위하여 각 시편의 X축 및 Y축 방향별 두께 경향을 분석하였다. 위치별 두께 분포는 등고선도 및 열지도(heat map)로 시각화하여 가공 패턴에 따른 차이를 비교하였다.
3. 결과 및 고찰
3.1 핀 높이 설정오차의 영향
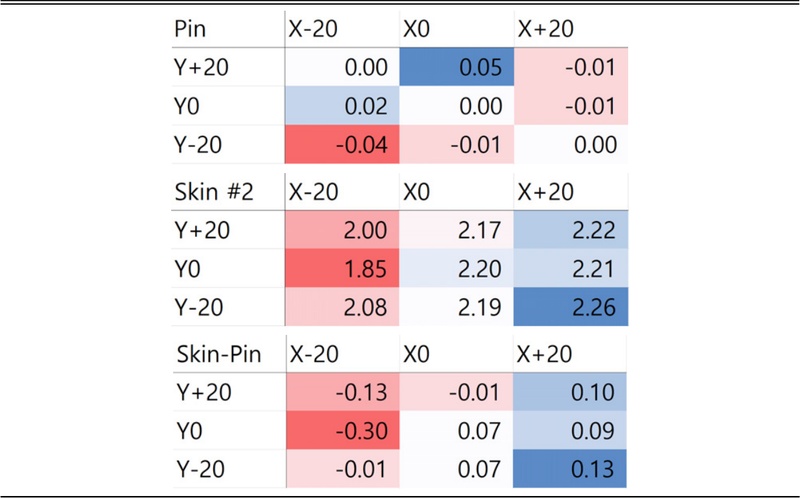
핀 높이 설정오차가 스킨 밀링 후 두께에 미치는 영향을 정량적으로 평가하기 위해 다음과 같은 절차로 실험 및 분석을 수행하였다. 먼저 진공패드의 3 × 3 핀 위치 각각에 대해 다이얼 게이지로 높이를 측정하여 핀별 높이 편차를 확보하였다. Fig. 3(a)와 Table 2(Pin)은 높이 세팅 오차 데이터로 최대-최소 오차는 0.09 mm이다. 왼쪽앞(X-20,Y-20)이 가장 낮고 중간뒤(X0Y+20)가 가장 높았다.

Pin setting error and skin pocket thickness
Pin setting error and Skin #2 pocket thickness
지그의 핀 9개와 동일한 수평 위치에 대해 스킨 포켓 밀링을 수행한 뒤 초음파 두께계로 해당 위치의 밀링 후 두께를 측정하였다. Fig. 3(b)와 Table 2(Skin #2)는 스킨 #2를 고정하고 9개 핀 위치를 포켓 밀링하고 측정한 두께 데이터로 평균 2.13 mm로 목표 2.00 mm보다 두껍고 최대-최소 오차는 0.41 mm이다. 중간과 우측(X0, X+20)이 모두 목표보다 두껍고, 왼쪽(X-20)이 얇고 왼쪽중간이(X-20, Y0) 1.85 mm로 가장 얇았다.
Table 2(Skin-Pin)는 스킨 가공 두께 편차와 높이 세팅 오차의 차이를 정리한 것이다. Skin-Pin 값은 –0.30 mm에서 +0.13 mm까지 넓은 범위로 분포하며, 핀 세팅 오차 범위를 크게 상회한다. 특히 Y0–X−20 위치에서는 핀 높이 오차가 +0.02 mm로 비교적 작음에도 불구하고 Skin-Pin 값이 –0.30 mm로 나타나고, X−20 영역에서 음의 값이 집중되고 X+20 영역에서 양의 값이 상대적으로 크게 나타나, 핀 높이 세팅오차가 가공 후 두께 오차를 직접적으로 설명하지 못함을 보여준다.
데이터 분석에서는 각 핀 높이 오차(독립변수)와 대응 위치의 최종 두께(종속변수) 간의 관계를 선형 회귀모형으로 가정하고 단순 회귀분석을 적용하였다. 핀 높이와 포켓 두께의 관계를 회귀분석한 결과 결정계수는 0.0143로 나타났으며, 이는 전체 두께 변동의 약 1.43%만이 핀 높이 편차로 설명됨을 의미한다. 즉, 통계적으로는 핀 높이 설정오차와 밀링 후 두께 사이에 유의한 선형관계가 발견되지 않았다.
관찰된 결과를 면밀히 해석하면 다음과 같은 결론을 도출할 수 있다. 본 장비 및 실험 범위(핀 편차 최대 0.09 mm)에서는 핀 높이의 미세 편차가 밀링 후 두께에 큰 영향을 주지 않는 수준임이 확인되었다. 포켓 두께의 변동(최대-최소 0.41 mm)은 핀 높이 편차(0.09 mm)를 훨씬 상회하므로, 절삭력에 의한 탄성변형, 진공패드의 흡착력 불균일, 스킨 자체의 초기 형상・두께 불균일성이 더 큰 영향을 미쳤을 가능성이 크다.
3.2 절삭력에 의한 변형 영향
유연 진공 지그를 이용한 스킨 밀링 공정에서 절삭력에 의해 발생하는 스킨의 탄성변형은 두께 오차의 주요 원인으로 작용한다. 본 절에서는 Fig. 2(b) 스킨#2 가공 중 진공패드 블록 및 스킨 표면의 변위를 실시간 측정하여 변형이 두께 오차로 어떻게 반영되는지 정량적으로 분석하였다.
가공 중 진공 패드 블록의 회전 변형 거동을 모니터링하기 위해 Fig. 1(b)와 같이 왼쪽 앞 블록 좌측 전방 모서리 아래에 LVDT 변위 센서를 설치하였다. 센서의 측정 분해능은 0.1 μm이다. Fig. 4(a)는 진공패드 블록의 변위 결과로, 가공중 최대-최소 변위 차는 0.08 mm, 가공 종료 후에도 남은 변위는 0.036 mm로 나타났다. 가공 초기부터 약 15분 이전까지는 핀 배열의 중심부에서 외곽 방향으로 가공이 진행되며 중심에서 멀어질수록 최대 최소 변위가 커진다. 이는 진공 패드가 핀을 회전 중심으로 하여 레버(lever)와 유사한 방식으로 유연하게 거동하면서, 절삭력 작용 위치에 따라 패드의 들림과 눌림이 중심에서 멀어질수록 커지기 때문이다. 이후 진폭이 일정하다가, 가공 위치가 8개 외부 핀들 안쪽에서 바깥쪽으로 전환되는 22분 지점에서, 레버 암의 방향이 반전되어 최대 최소 변위의 크기 관계가 반전되는 현상이 관찰된다. 한편, 27분 이전에서는 Fig. 2(b)와 같이 넓은 영역을 밀링함에 따라 변위가 크게 나타나고, 이후에는 8개의 소형 포켓 가공으로 공정이 전환되면서 변위가 감소하는 경향을 보인다. 이는 진공 패드 블록이 가공 위치와 절삭 영역에 따라 볼을 중심으로 자유롭게 회전함으로, 가공 중 블록의 각도 변화와 LVDT 측정점의 거리에 비례하는 변위가 측정된 것으로, 진공 패드의 회전 변형은 스킨의 변형에 직접적인 영향을 미친다.

Pad and skin displacement in milling process
스킨 #2 가공 시 절삭 중 변형 거동을 모니터링하기 위해 Fig. 2(d)와 같이 스킨 우측 전방(X+16cm, Y-16cm) 위치에 와전류 변위 센서를 설치하였다. 센서의 측정 분해능은 0.01 μm이며, 스킨 표면과 센서 팁 간의 초기 갭을 기준점으로 설정하였다. Fig. 4(b)는 스킨 표면의 변위를 와전류 변위 센서를 이용하여 측정한 결과로, 가공중 최대-최소 변위 차는 0.082 mm, 가공 종료 후에도 남은 변위는 0.047 mm로 나타났다. 가공 과정 동안 스킨이 Z축 양(+) 방향, 즉 공구와 가까워지는 방향으로 점진적으로 증가해 최대 0.06 mm 상승하는 변위가 관찰되었다. 평균 변위의 점진적인 상승 경향은 절삭력에 의해 유연 진공 패드가 핀을 회전 중심으로 하는 지렛대 형태의 거동을 반복하기 때문으로 해석할 수 있다. 절삭력이 특정 위치에 작용하면 해당 영역은 국부적으로 눌리는 반면, 핀을 기준으로 반대편 영역은 상대적으로 들어 올려지는 레버형 변형이 발생한다. 상하 변위가 반복되면서 측정한 위치에서는 상향 변위 성분이 누적되어 평균 변위가 점진적으로 증가한 것으로 볼 수 있다.
한편, 변위 측정 위치(X+16, Y-16)에서 가공 후 두께를 측정한 결과, 해당 위치의 두께는 2.57 mm로 나타났으며, 이는 가공 평균 두께 2.44 mm 대비 0.13 mm 두꺼운 값이다(Table 4). 이는 절삭 중 스킨이 축방향 하중에 의해 아래 쪽으로 탄성 변형되었다가, 가공 종료 후 원래 위치로 부분적으로 회복되면서 실제 제거량이 감소한 결과로 해석할 수 있다. 즉, 절삭 중 발생한 스킨의 탄성 변형과 가공 후 복원 거동이 국부적인 두께 증가로 직접 연결된 것이다.
절삭력은 직접 계측하지는 않았으나 동일 계열 알루미늄 합금의 밀링 절삭력을 측정한 선행연구를 통해 추정할 수 있다. 참고문헌[7]에서는 Al6060-T6 소재를 직경 20 mm 평엔드밀로 밀링하면서, 날당 이송 0.1 mm/z, 축방향 절삭깊이 1.0 mm, 반경방향 절삭깊이 10 mm 조건에서 절삭력을 측정하였으며, 그 결과 Fx = 120 N, Fy = 120 N, Fz = -30 N으로 보고하였다. 본 연구의 실험 조건은 공구 직경은 동일하나, 축방향 절삭깊이 0.5 mm로 선행연구 대비 50% 수준, 반경방향 깊이 1.0로 선행 연구 대비 10%수준이며, 날당 이송은 0.133 mm/z로 다소 증가하였다. 또한 본 연구에서는 코너 반경 6.35 mm를 갖는 라운드 엔드밀을 사용하여, 평엔드밀 대비 축방향 절삭력 성분이 상대적으로 증가하는 특성이 있다. 따라서 본 연구의 절삭 조건에서 발생하는 절삭력은 참고문헌의 약 50% 수준으로 추정하였다.
3.3 유연 진공 지그의 지지 강성 해석
본 연구에서는 유연 진공 지그의 지지 강성을 Fig. 5 구조해석을 통해 평가하였다. Fig. 5(a)는 두께 Z축 방향 변위 해석 결과로, 핀과 패드 공압의 고정력에 의한 변위와 절삭력에 의해 발생하는 절삭 위치 변위의 합은 0.074 mm로 크게 예측되었다. 반면, 수평방향 절삭력 성분은 진공 패드와 스킨의 수평방향 강성에 의해 효과적으로 구속되어, 해석 결과에서 XY방향 변위는 0.001 mm로 Z축 방향 변위 대비 매우 작은 수준으로 나타났다. 따라서 본 연구의 가공조건 및 지그 구성에서는 지지 강성 평가 시 Z축 방향 강성이 두께 오차 발생을 지배하는 핵심 인자로 판단되며, XY 방향 변형의 영향은 미미한 것으로 해석된다.

Skin deformation and stiffness analysis
실제 항공기 스킨과 같은 박판 부품은 평면이 아닌 곡면 형상을 가진다. 곡면 스킨의 경우 초기 형상에 따른 기하학적 강성 증가 효과가 일부 존재할 수 있으나, 진공패드 간 지지 간격이 상대적으로 큰 영역에서는 평면 스킨과 유사한 국부 변형 거동이 발생할 것으로 예상된다. 따라서 본 연구에서 도출한 절삭력 변위 두께 오차 간 상관관계는 곡면 스킨 가공에서도 기본적인 해석 틀로 활용할 수 있을 것이다.
Fig. 5(b)는 유연 진공 지그로 지지된 스킨의 위치별 강성 분포를 정량적으로 비교한 결과를 나타낸다. 여기서 Inside는 중심 핀을 기준으로 인접 핀 사이 방향의 대각선 경로를 따라 평가한 영역으로, 스킨이 두 개 이상의 핀에 의해 양측에서 지지되는 조건에 해당한다. 반면 Outside는 우측 전방 핀을 기준으로 핀 외곽 방향의 대각선 경로를 따라 평가한 영역으로, 스킨이 단일 핀에 의해서만 지지되는 오버행(overhanging) 조건을 의미한다.
그래프에서 알 수 있듯이, 중심 핀으로부터의 거리가 증가함에 따라 두 경우 모두 강성은 점진적으로 감소하는 경향을 보인다. 특히 Inside 경로에서는 핀 간 지지 효과로 인해 전체적으로 높은 강성이 유지되며, 위치 변화에 따른 강성 저하도 비교적 완만하게 나타난다. 반면 Outside 경로에서는 핀으로부터 멀어질수록 강성이 급격히 감소하며, 동일 위치 기준으로 Inside 대비 현저히 낮은 값을 보인다. 이는 핀 외곽 영역에서 스킨이 단측 지지 상태로 거동하면서 굽힘 지배 변형이 증가하기 때문으로 해석된다.
이러한 강성 분포 결과는 가공 실험에서 관찰된 변위 및 두께 오차 분포와 정성적으로 일치한다. 즉, 핀 사이 영역(inside)에서는 상대적으로 작은 변위와 안정적인 두께 정밀도가 확보되는 반면, 핀 외곽 영역(outside)에서는 낮은 지지 강성으로 인해 절삭력 작용 시 변위가 크게 발생하고, 그 결과 가공 오차가 증폭된다. 본 연구에서 Fig. 5(b)를 통해 제시한 위치별 강성 평가 결과는, 유연 진공 지그의 지지 강성이 스킨 밀링 공정 중 변위 및 최종 두께 오차를 지배하는 핵심 인자임을 구조적 관점에서 뒷받침한다.
3.4 가공 후 스킨 두께 분포
스킨 밀링 공정 후 목표 두께에 대한 스킨 두께 분포는 경로간격, 절삭전략(황삭/정삭 분리), 공정 중 변형 억제 정도에 따라 상당히 상이하게 나타났다. 본 절에서는 스킨 #1, #2, #3의 가공 전략 차이에 따른 두께 균일도 변화와 그 원인을 분석하였다.
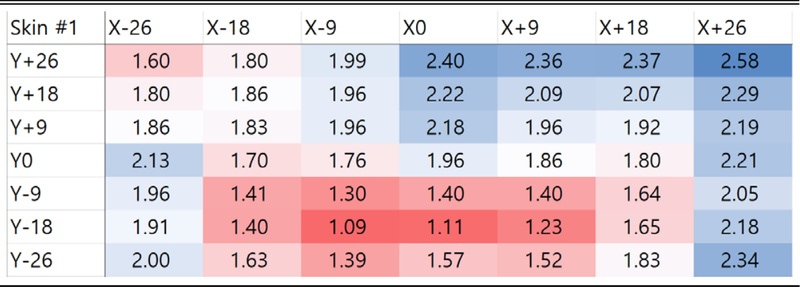
스킨 #1은 공구 이송 경로 간격을 2.5 mm로 설정하였다. 이와 같이 경로간격이 큰 경우, 인접 절삭 패스 간 중첩 비율(overlap ratio)이 낮아져 절삭력이 크고 절삭날의 개별 패스마다 단차(step-over mark)가 상대적으로 크게 남게 된다. 그 결과, 스킨 #1은 가공 후 스킨 두께의 최대-최소 편차가 크게 발생하였다. Fig. 6(a)와 Table 3는 스킨 #1의 위치별 두께 데이터로, 평균 두께는 1.85 mm이고 최대-최소 오차는 1.49 mm 이다. Y축 방향을 보면 앞쪽(Y-18)이 가장 얇고 뒤쪽(Y+26)이 두껍다. X축 방향을 보면 중앙(X-9 X0)이 가장 얇고, 우측(X+26)이 가장 두껍다.

Skin thickness after milling
Skin #1 thickness (error 1.49 mm)
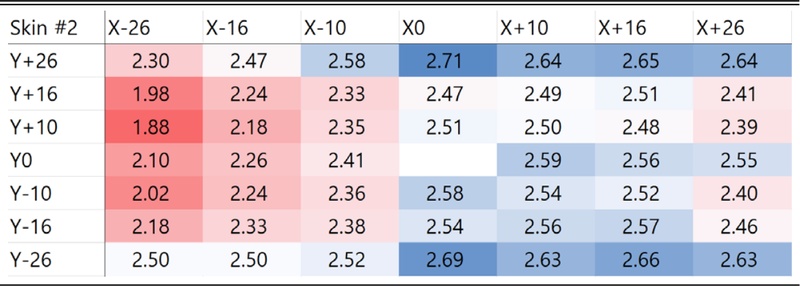
스킨 #2의 경우, 동일 장비 및 공구 조건에서 경로간격을 1 mm로 축소하여 가공하였다. 경로간격 축소는 공구 패스 간 중첩률을 증가시켜 절삭력과 단차를 감소시키며, 이는 실제 밀링 후 형상 오차 및 두께 편차를 감소시키는 데 효과적이다. 실험 결과, 스킨 #2는 스킨 #1 대비 두께 편차가 유의하게 감소하였다. 이는 패스 간 간격 축소가 공정 변동성을 제어하고, 가공 표면 형성의 균일화에 직접적으로 기여한 결과로 판단된다. Fig. 6(b)와 Table 4는 스킨 #2의 위치별 두께 데이터로, 평균 두께는 2.44 mm이고 최대-최소 오차는 0.83 mm 이다. Y축 방향을 보면 양쪽 끝이 두껍다. X축 방향을 보면 중앙(X0)과 우측끝(X+26)이 가장 두껍고, 중앙의 바로 옆(X-9, X+9)이 가장 얇다. 밀링 후 진공 지그를 풀지 않고 가공면을 측정했을 때 평면도 오차가 0.21 mm 발생하였다. 강체라면 가공면이 평면이어야 하지만 오차가 발생한 것에서 가공 중에 스킨이 0.21 mm 변형되었다는 것을 알 수 있다.
Skin #2 thickness (error 0.83 mm)
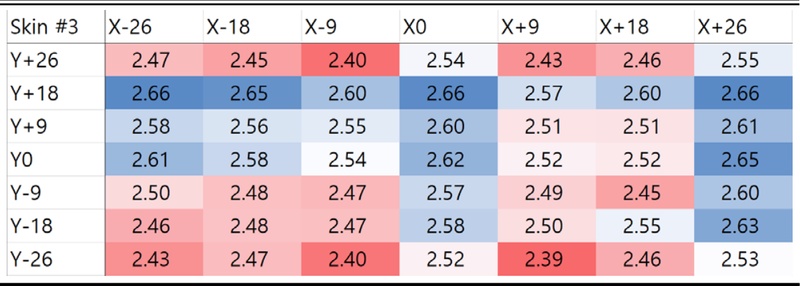
스킨 #3에서는 경로간격 축소 전략에 더해, 한 번의 절삭으로 목표 두께를 형상화하는 단일패스 방식 대신 황삭 정삭 이원화 공정을 적용하였다. 황삭 단계에서는 목표 두께보다 0.2~0.5 mm 여유두께(allowance)를 남겨 형상의 대략적 형상만을 선가공한 후, 정삭 단계에서 잔여 두께를 균일하게 제거하였다. 이와 같은 단계 분리 가공은 황삭 시 발생하는 응력에 의한 스킨의 탄성변형을 정삭 단계에서 보정할 수 있게 하며, 또한 정삭 시 절삭저항이 낮아져 공정 중 변형과 진동 영향이 최소화된다. Fig. 6(c)와 Table 5는 3번 소재의 위치별 두께 데이터로, 평균 두께는 2.53 mm이고 최대-최소 오차는 0.27 mm 이다. Y축 방향을 보면 Y+18이 가장 두껍고 상·하단으로 갈수록 얇아지는 경향 존재한다. X축 방향을 보면 중앙(X0)과 우측끝(X+26)이 가장 두껍고, 중앙의 바로 옆(X-9, X+9)이 가장 얇다.
Skin #3 thickness (error 0.27 mm)
공정조건을 개선하면서 최대-최소 오차가 1.49, 0.83, 0.27 mm로 감소하였다. 각 스킨의 오차 패턴은 서로 관계가 없었다. 결과적으로 스킨 #3은 세 시편 중 두께 균일도가 가장 우수하였으며, 최대 편차 0.27 mm 이내 수준의 안정적인 분포를 나타냈다.
요약하면, 스킨 두께 균일도 개선에는 경로간격 축소와 황삭 정삭 공정 분리가 핵심 요소로 작용하였다. 경로간격 축소는 표면 단차 및 국부 두께 편차 억제에 효과적이었으며, 황삭 정삭 분리는 공정 중 발생하는 탄성 변형을 보정하여 최종 두께 정확도를 확보할 수 있었다. 본 실험 결과는 대형 곡면 스킨 가공에서 요구되는 두께 균일도 확보에 적합한 공정 계획의 예를 제공한다.
3.5 가공 중 소음 레벨 분석
스킨 밀링 공정 중 발생하는 음향 신호를 분석하여 가공조건 변화가 소음 레벨에 미치는 영향을 평가하였다. Fig. 7은 스킨 #1과 #2 가공 시 측정된 소음 레벨을 비교한 결과로, 소음은 공정 중 공작기계 측면에서 옆문을 개방해 절삭 음이 잘 들리도록 하고 소음계(Sound level meter)를 이용하여 측정하였다.

Skin milling sound level
Fig. 7(a)의 스킨 #1은 절삭 경로 간격이 2.5 mm로 비교적 큰 소재 제거율로 빠르게 가공한 경으로, 평균 소음 레벨은 약 85 dB이며 편차는 크게 발생하고 가공 구간별 변화가 작게 나타났다. 반면 Fig. 7(b)의 스킨 #2는 경로 간격을 1.0 mm로 감소시킨 조건으로, 평균 소음 레벨은 82 dB이며 스킨 #1 대비 소음 크기가 감소하였다. 특히 중심을 가공하는 초기에는 소음 크기가 75 dB로 작고 중심 진공 패드에서 벗어날수록 소음이 85 dB까지 증가하지만, 외부 진공패드에 접근하면서 80 dB까지 서서히 감소한다. 공구가 위치한 스킨의 동적 강성에 따라서 절삭 소음의 크기 변화가 발생하는 것으로 해석된다.
두 조건 비교 결과, 절삭 경로 간격을 감소시키는 것이 절삭력 진동 및 소음 레벨 안정화에 긍정적 영향을 미침을 확인하였다. 이는 절삭력 안정화가 스킨 변형 억제와 두께 균일도 향상에 기여할 수 있음을 시사한다.
4. 결 론
본 연구에서는 플렉서블 진공 지그를 이용하여 Al6061 박판을 스킨밀링할 때 발생하는 두께 오차의 주요 원인을 규명하였다. 3 × 3 배열의 진공패드 위에 시편을 고정하고 다양한 고정오차 및 절삭 후 두께 분포와 피가공물 변형 거동을 정밀 분석하였다.
(1) 고정오차의 영향은 미미하였다. 진공패드 높이 편차(핀 높이 오차)와 절삭 후 포켓 두께의 선형 회귀분석 결과, 결정계수 R2 = 0.0143으로 나타나, 지그의 초기 세팅 오차는 두께 오차의 주요 요인이 아님을 확인하였다.
(2) 절삭력에 의한 스킨의 반복되는 탄성 변형이 누적되는 것을 확인하였다. 절삭 위치에 따라 핀을 중심으로 하는 레버형 변형이 반복적으로 발생한 결과 측정 위치에서는 평균 변위가 점진적으로 0.06 mm까지 상승하는 경향이 나타났다.
(3) 공정 개선을 통해 두께 오차를 현저히 감소시킬 수 있었다. 절삭 경로 간격 축소와 황삭 정삭 공정 분리 후, 최대–최소 두께차는 1.49 mm에서 0.27 mm로 감소하였다. 이는 절삭력 감소와 분산이 스킨밀링 두께 정밀도 향상에 효과적임을 보여준다.
이상의 결과를 종합하면, 플렉서블 진공 지그 기반의 박판 스킨밀링 공정에서 두께 오차는 지그 세팅오차 보다 절삭 변형에 의한 탄성 복원 영향을 더 많이 받음을 확인하였다. 그러나 진공압력에 의한 변형 등 본 연구에서 규명되지 못한 다른 요인이 있을 수 있으므로 지속적인 연구가 필요하다.
Acknowledgments
이 연구는 산업통상자원부 지역혁신클러스터육성(R&D) (연구개발과제번호 P0025337) 지원으로 수행되었습니다.
References
-
Sol, D. I., Rivero, A., López del Lacalle, L. N., Gamez, A. J., 2019, Thin-Wall Machining of Light Alloys: A Review of Models and Industrial Approaches, Materials, 12:12 2012.
[https://doi.org/10.3390/ma12122012]

-
Liu, H., Wang, C., Li, T., Bo, Q., Liu, K., Wang, Y., 2022, Fixturing Technology and System for Thin-Walled Parts Machining: A Review, Front. Mech. Eng., 17 55.
[https://doi.org/10.1007/s11465-022-0711-5]
-
Casuso, M., Rubio-Mateos, A., Veiga, F., Lamikiz, A., 2022, Modeling of Cutting Force and Final Thickness for Low Stiffness 2024-T3 Aluminum Alloy Part Milling Considering Its Geometry and Fixtures, J. Mater. Res. Technol., 21 2416-2427.
[https://doi.org/10.1016/j.jmrt.2022.10.070]
-
Bao, Y., Wang, B., He, Z., Kang, R., Guo, J., 2022, Recent Progress in Flexible Supporting Technology for Aerospace Thin-Walled Parts: A Review, Chinese J. Aeronaut., 35:3 10-26.
[https://doi.org/10.1016/j.cja.2021.01.026]
-
Park, J. H., Cho, D. H., Kang H. Y., Kwon, M. J., Park S. B., Kim M. S., Kim, S. J., Huh J. H., 2024, Design and performance evaluation of hydraulic fixing system for aircraft skin milling flexible jigs, J. Korean Soc. Manuf. Technol. Eng., 33:5 207-213.
[https://doi.org/10.7735/ksmte.2024.33.5.207]
-
Lee, S. M., Jo, D. H., Park, S. B., Kim, G. M., Park, J. H., Kim, D. G., Kim, S. J., 2025, Effect of Clamping Error Compensation and Cutting-Induced Deflection on Depth Accuracy in Thin Plate Milling, J. Korean Soc. Manuf. Technol. Eng., 34:5 303-309.
[https://doi.org/10.7735/ksmte.2025.34.5.303]
-
Tsai, M. Y., Chang, S. Y., Hung, J. P., Wang, C. C., 2016, Investigation of Milling Cutting Forces and Cutting Coefficient for Aluminum 6060-T6, Comput. Electr. Eng., 51 320-330.
[https://doi.org/10.1016/j.compeleceng.2015.09.016]

Student in the School of Mechanical and Aerospace Engineering, Gyeongsang National University. His research interests include CNC machining and machining precision.
E-mail: mount7429@naver.com

Student in the School of Mechanical and Aerospace Engineering, Gyeongsang National University. His research interests include machining prediction and manufacturing monitoring.
E-mail: kyumin07685@naver.com

Student in the School of Mechanical and Aerospace Engineering, Gyeongsang National University. Her research interests include CNC machining and production quality.
E-mail: subean0607@gnu.ac.kr

Student in the School of Mechanical and Aerospace Engineering, Gyeongsang National University. His research interests include CAM and CNC machining
E-mail: junt3460@naver.com

CEO of JAMS Co., Ltd. He is also leading the company's affiliated research institute, where he is developing 5-axis machining technology.
E-mail: jhhuh@jamskorea.com

Professor in the School of Mechanical and Aerospace Engineering, Gyeongsang National University. His research interests include CAM and CNC machining.
E-mail: sujinkim@gnu.ac.kr